






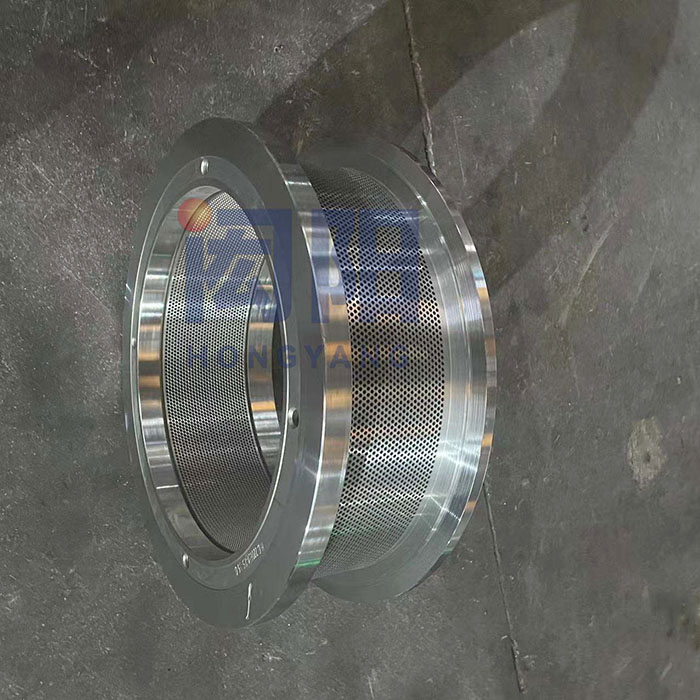
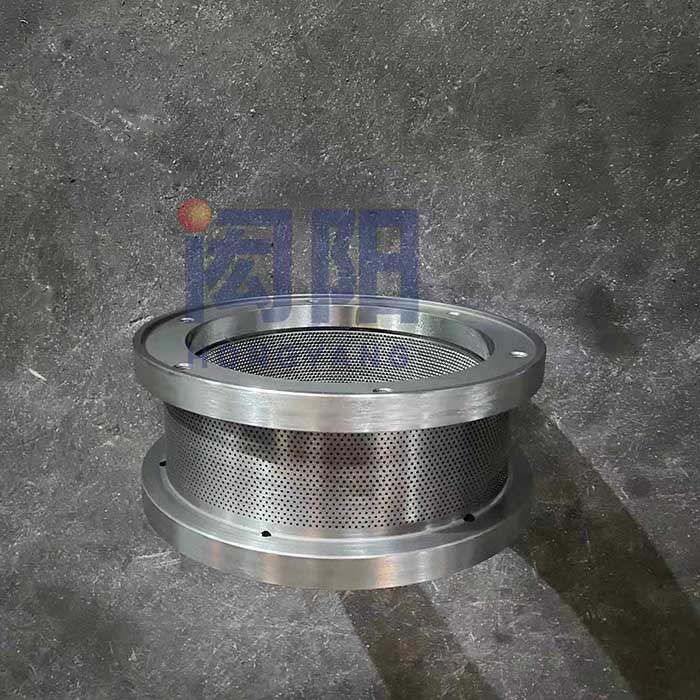
Foderpille-ringdyse HUAMU HKJ 250
Produktfunktioner
1. Vælg raffinerede og afgassede barrer af høj kvalitet, der er fremstillet uden for ovnen.
2. Formen anvender importeret pistolbor og flerstationsgruppebor, formhullet dannes på én gang, finishen er høj, udseendet af det producerede foder er smukt, outputtet er højt, materialet udledes jævnt, og partiklerne dannes godt.
3. Formen anvender den kombinerede behandlingsproces med amerikansk vakuumovn og kontinuerlig køleovn, som har ensartet køleeffekt, god overfladefinish og høj hårdhed, hvilket sikrer dobbelt levetid.
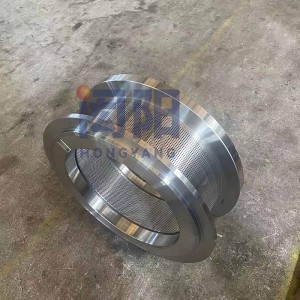
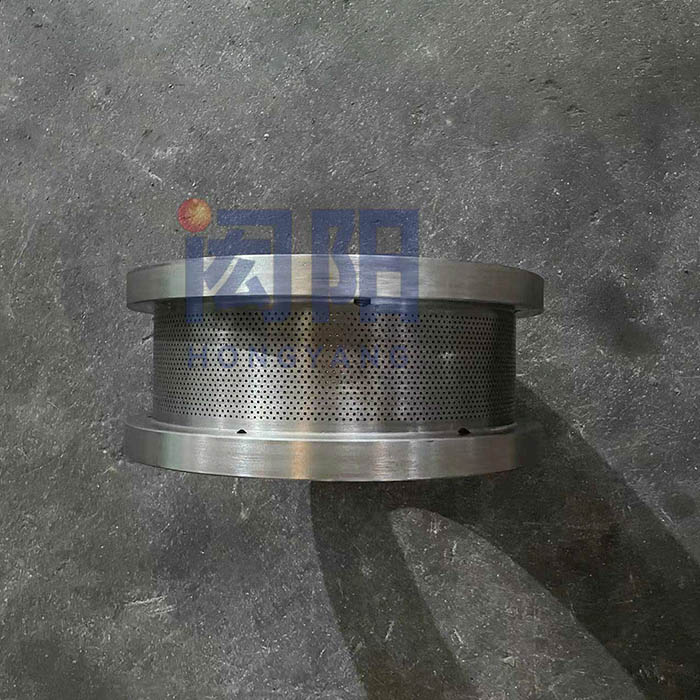
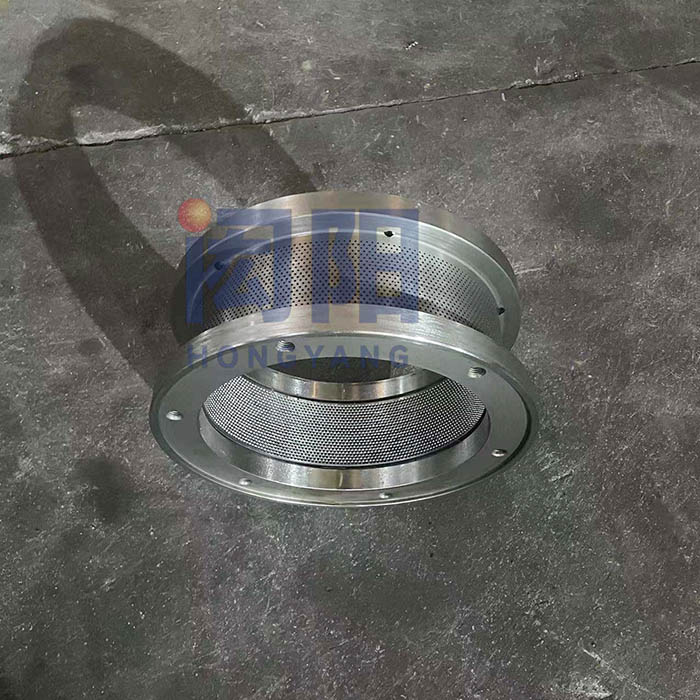
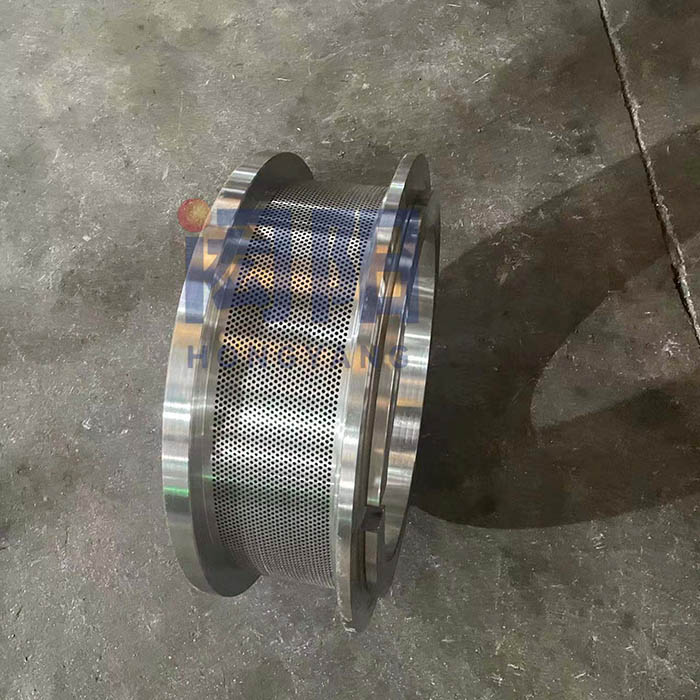
Produktvisning
Siden 2006 har vores virksomhed været dedikeret til produktion af professionelle kemiske fabrikker til ringforme. De producerede forme er velegnede til kylling, and, fisk, rejer, træflis, kompositmaterialer osv. og er nu på et modent teknologisk stadie. Vores virksomhed anvender CNC fem-akset dækformspistolboremaskine, firehovedspistolboremaskine og CNC ringformsaffasningsmaskine.
De grundlæggende modeller af ringforme, som virksomheden fremstiller, er: 200-600; alle typer forme fra Zhengchang, Muyang, Shende og CPM kan bestilles.

Løsning af blokeringer
Hvis ringdysen blokeres under pelletproduktionen, skal den fjernes fra maskinen og rengøres.
1. Den mest almindelige måde er at bruge en elektrisk boremaskine til at få tilspændingen i matricehullet tilstoppet.
2. Hvis diameteren af den blokerede ringdyse er mindre end 2,5 mm, kan ringdysen lægges i vand og opvarmes. Materialet inde i formhullet vil langsomt udvide sig og stikke ud af formhullet gennem den længere kogetid, så materialet inde i hullet bliver løst. Efter 1 eller 2 dages kogning skrabes det fremspringende materiale af, hvorefter ringdysen placeres på granulatoren til formaling, og det resterende materiale i hullet presses ud.
3. Tilstopning af matricen med en lille åbningsring kan også bruges til at tilberede matricen med varm olie, så materialet i matricens huller ved højtemperaturkoks bliver mindre og derefter slipper igennem. Specifik praksis: Lav en metalbalje, der er større end ringmatricen, sæt ringmatricen ned i den, tilsæt olie nr. 15, og lad den dyppe ned over matricens overflade; varm olien op i ca. 6-8 timer, indtil olien sjældent bobler op.







-
BEGIVENHEDER
-
Produktkategori
-
Kontakt os
-
 Tlf.: +86 18851202909
Tlf.: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina -
 E-mail: hy.ringdie@outlook.com
E-mail: hy.ringdie@outlook.com
-
-
Sociale medier






Hotte produkter - Sitemap - AMP Mobil
Pelletringdyse, Pelletmaskine Ringdør, ringdø, Pelletmølle Ring Die, Pelletform, Foderpille-ringdyse,